Particle size analysis for assessing the shelf life of milk

A large number of products on supermarket shelves are based on milk as the base product. Different processes are used to prepare the raw milk. Probably the most important process here is homogenization, which is primarily important for the stability of the product. It is at this point that particle size analysis comes into play. The KLEVERTEC research institute at the Kempten University of Applied Sciences, among others, is working on this.
The influence of homogenization on particle size
Milk is basically an oil-in-water emulsion, but it also contains solid particles. The latter consist of casein and other proteins. These have a relatively constant diameter of approx. 100-200 nm. The fat droplets, on the other hand, are distributed in the raw milk over a much wider size range (0.5 µm to approx. 10 µm). Narrowing this spectrum and reducing the diameters of the droplets is achieved by homogenization. This in turn is an essential part of the property for further processing. Based on particle size measurement by laser diffraction, it is possible to verify within two minutes whether the process was successful or the homogenization was faulty.
Particle size distribution with different fat content
Fig. 1: Particle size distribution of homogenized milk and cream with different fat contents measured with the FRITSCH ANALYSETTE 22 NeXT - (x-axis: particle diameter in µm, y-axis: cumulative curve of the volume distribution).
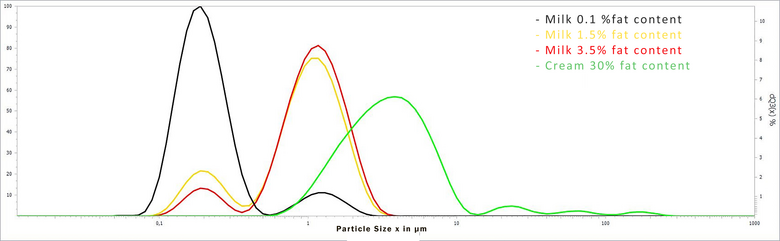
Figure 1 shows the particle size distribution of three different homogenized milk variations, as well as cream, measured with the FRITSCH ANALYSETTE 22 NeXT . These differ in fat content. They could, as shown here, serve as target values for homogenization within a plant. The clear difference between the various fat contents can also be seen. Logically, the lower the fat content, the higher the protein content at 200 nm. This is particularly noticeable at a fat content of 0.1%, while in the case of cream with a fat content of 30%, no more proteins can be recognized. Instead, the first signs of creaming can be seen here in the upper range (15-200 µm). Common to all milk types is the fact that there are no longer any fat droplets larger than 3 µm, a merit of the frequently mentioned homogenization process.
Measurement allows statement about the durability of the product
Particle size determination by means of laser diffraction is used in quality control as well as in research and development. One statement that can be obtained by analyzing milk and cream in this way is that concerning the homogenization of the product. This in turn allows conclusions to be drawn about the stability of the product and whether the product is appropriately protected from so-called creaming.
-
Download the FRITSCH-report as PDF file

FRITSCH GmbH - Milling and Sizing
55743 Idar-Oberstein