MENU - PARTNER AREA
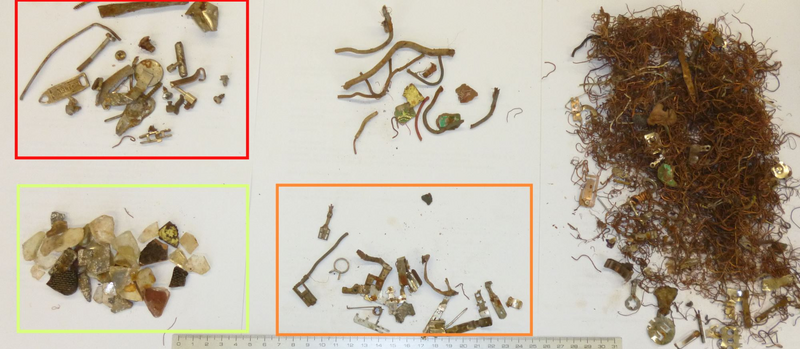
Shredded electronic scrap
| M130271 | |
| Metallurgy | |
| < 5 cm (long) | |
| feuchte Metallprobe; großteils feines Kupfer, einige sehr große Stücke (Schrauben; massive Blechstücke; etc.) | |
| 0,1 mm (not reachable) | |
| unknown | |
| The sample use to be made out of different kinds of metal fragments. A few of those use to be way too big for a feeding to a cutting mill. It is important to separate such particles which will be able to the damage cutting knives before grinding. Afterwards, a Universal Cutting Mill PULVERISETTE 19 can be used to cut particles to < 0,25 mm. |
Result 1


Applications Laboratory
Leos Benes
FRITSCH GmbH - Milling and Sizing
Industriestrasse 8
55743 Idar-Oberstein
55743 Idar-Oberstein
Phone +49 67 84 70 122